以下是:甘肃省合作市珩磨管热轧油缸管货源足质量好的产品参数
【安达】为客户提供多样化产品,包括
卓尼缸筒加工厂、
玛曲大口径液压钢管、
张掖珩磨管生产厂家、
酒泉珩磨管加工厂、
兰州活塞杆厂家、
嘉峪关45号绗磨管等,适配多元场景需求。
珩磨管热轧油缸管货源足质量好,
液压机械(合作市分公司)为您提供
珩磨管热轧油缸管货源足质量好的资讯,联系人:
高经理,电话:
【17768165506】、【17768165506】。 甘肃省,甘南藏族自治州 甘南被誉为“中国的小西藏,甘肃的后花园”,有尕海、则岔2个自然保护区,莲花山、冶力关2个森林公园,桑科草原、黄河首曲、大峪沟等几十处自然景区;有全国文物保护单位夏河拉卜楞寺、卓尼禅定寺和碌曲郎木寺等121座藏传佛教寺院;有天险腊子口、俄界会议遗址等十多处革命历史遗迹;有香浪节、晒佛节、采花节、花儿会等民俗节庆活动。
想了解我们的珩磨管热轧油缸管货源足质量好产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:甘肃甘南珩磨管热轧油缸管货源足质量好的图文介绍

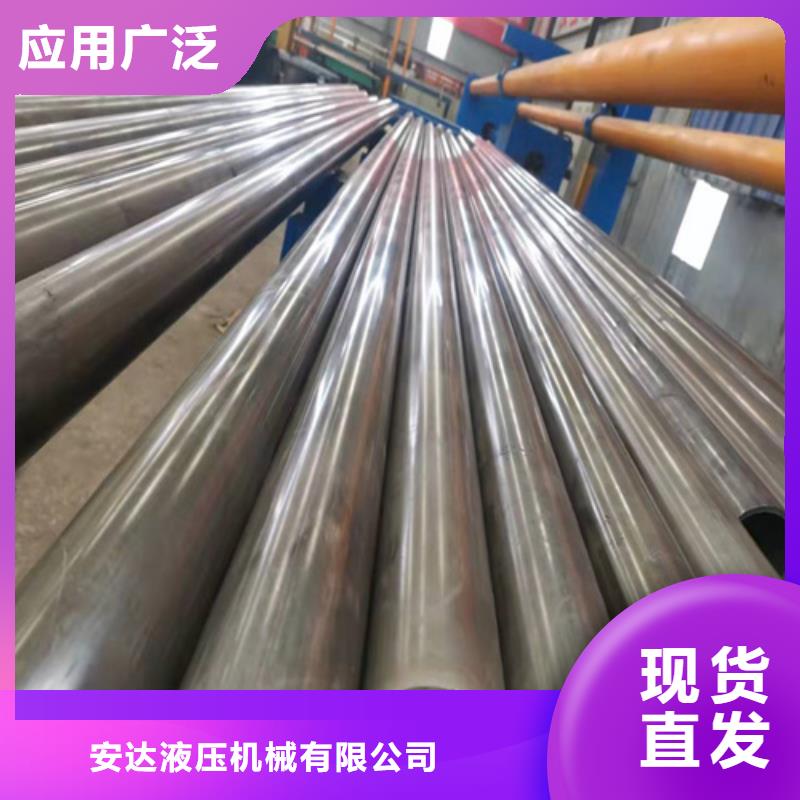
甘肃甘南企业旺旺珩磨管绗磨管油缸管珩磨管的生产工序比较多,从材料的投入到成品的成型,需要经过多次的冷变形。不仅如此,整个过程中还包含多个由准备工序和变形工序组成的生产循环,循环往复,使得珩磨管的生产周期比较长,而且材料消耗也比较大。由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。绗磨管加工工艺原理绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。


了解珩磨管的属性范围珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。



始终秉承 缸筒报价品质、优质、良好服务之经营理念,积累5年 缸筒报价的产品生产营销经验,真正拥有 缸筒报价核心技术。始终致力于 缸筒报价产品服务的提供、研发。力求让客户对我们的 缸筒报价产品服务永远满意,真正使合作过程轻松、愉悦、互利共赢。


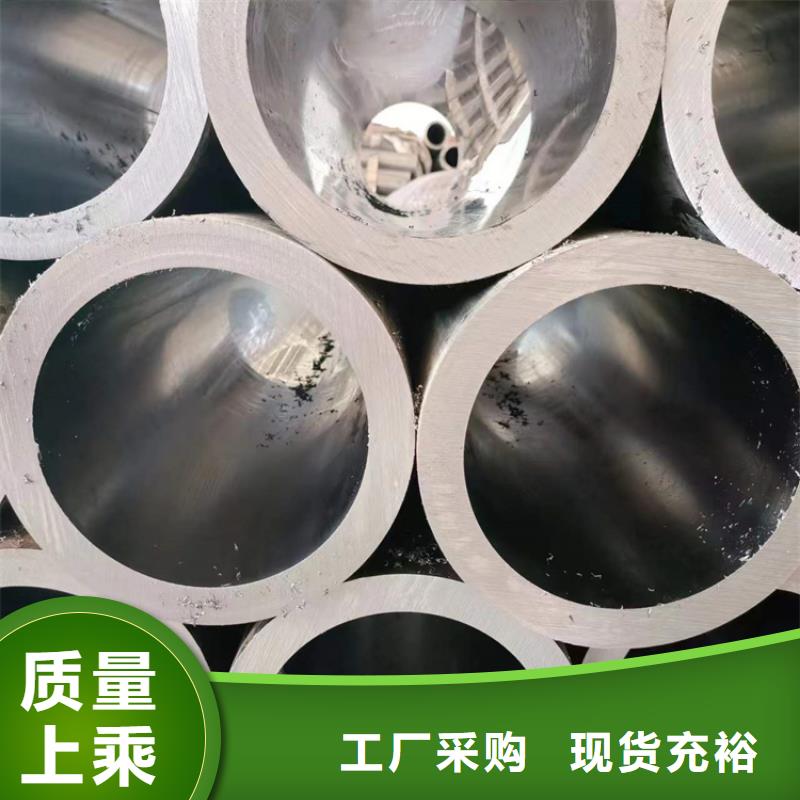
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。



在甘肃省合作市本地采买珩磨管热轧油缸管货源足质量好到液压机械(合作市分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:高经理-【17768165506】。
名片")